0510-88888016
189- 0152-2222
0510-88888016
189- 0152-2222

固話一:0510-88888016 賀部長
固話二:0510-88888017 孫經理
固話三:0510-83076068 賀經理
固話四:0510-83076658 姜經理
固話五:0510-83079993 高經理
固話六:0510-83079994 季經理
傳真:0510-83079997 自動接收
手機: 189 0152 2222 總經理
手機:132 1875 9999 副總
手機:133 3878 6068 賀部長 ( 廠長)
手機:133 8220 6068 孫經理 (倉庫)
手機: 133 7366 1878 高經理 (開單處)
上網洽談工具:QQ 473334606
郵箱:473334606@qq.com
地址:無錫市惠山區--錢橋鎮工業區--(南西漳工業園)運河西路2號倉庫
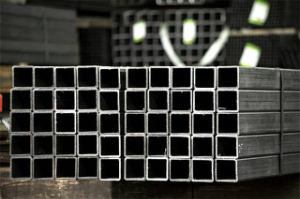
Q355B矩形管詳解
一、材質特性:高強度低合金結構鋼的典范
Q355B矩形管以高強度低合金結構鋼為基材,其核心特性如下:
化學成分:
碳(C):0.12%~0.20%,提供固溶強化效果,同時控制上限以保證焊接性。
硅(Si):0.20%~0.50%,作為脫氧劑并增強固溶強化。
錳(Mn):1.20%~1.70%,顯著提升強度和韌性。
合金元素:可添加微量鈮(Nb)、釩(V)、鈦(Ti)等(總量≤0.22%),通過細晶強化和沉淀強化進一步提高性能。
雜質控制:磷(P)≤0.025%、硫(S)≤0.015%,減少冷脆性和熱裂紋傾向。
力學性能:
屈服強度:≥355MPa(厚度≤16mm時),隨厚度增加逐漸降低(如16-40mm時為≥345MPa)。
抗拉強度:470~630MPa,保證結構在極限狀態下的安全裕度。
斷后伸長率:≥22%,表明良好的塑性變形能力。
沖擊韌性:20℃時縱向沖擊功≥34J(B級),滿足常溫抗脆斷要求。
彎曲性能:180°冷彎試驗(d=2a)合格,顯示優異加工成形性。
工藝性能:
焊接性:碳當量(Ceq)≤0.43%,支持手工電弧焊、氣體保護焊、埋弧焊等多種工藝,無需特殊預熱(厚板或低溫環境除外)。
冷熱加工性:熱加工溫度范圍850-1200℃,冷加工時最小彎曲半徑建議≥2倍板厚(縱向)或≥3倍板厚(橫向)。


二、生產工藝:無縫與焊接雙路徑成型
Q355B矩形管的生產工藝分為無縫和焊接兩大類,各具技術特點:
無縫矩形管:
工藝流程:圓鋼→管坯→加熱→穿孔→定徑→熱軋→平頭→檢驗→酸洗→球型退火→冷拔→成型→齊口→檢驗。
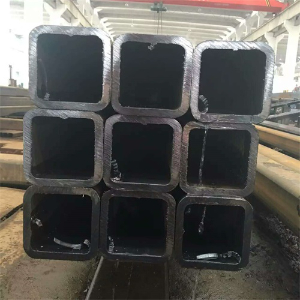
特點:無焊縫,內外表面光滑,同心度良好,適用于高壓、高溫或極端環境(如鍋爐、壓力容器),但生產成本較高。
焊接矩形管:
工藝流程:鋼帶預處理(除銹、矯平、切邊)→成型→高頻電阻焊(ERW)→焊縫處理(去除內外焊珠、預校正)→熱處理(正火)→定徑及校直→無損檢測→切斷→水壓檢查→酸洗→終檢查→包裝。
關鍵參數:
焊接頻率:壁厚≤6mm時選用400kHz高頻,>6mm時采用200kHz中頻。
擠壓量:Δ=(0.8~1.2)t(t為壁厚),如6mm壁厚需保持4.8-7.2mm擠壓量。
焊接溫度:1350-1450℃,焊后正火處理(900±20℃)提升低溫沖擊韌性。
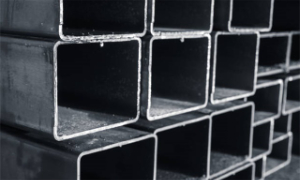
特點:成本低、生產效率高,適合大批量生產常規規格(如邊長80×80mm至500×500mm),但需嚴格控制焊縫質量。
三、應用場景:多領域的高性能解決方案
Q355B矩形管憑借其綜合性能,在以下領域廣泛應用:
建筑鋼結構:
結構支撐:用于大跨度空間(如體育場館網架、桁架結構)、重型廠房吊車梁、柱系統等,高強度特性顯著降低結構自重,節約基礎造價。
管道系統:輸送水、煤氣、空氣、油等低壓流體,符合GB/T3091-2008標準,可選熱鍍鋅防腐工藝。
機械制造:
設備框架:制作機械設備的支架、傳動軸管等,精確尺寸和高可靠性滿足精密部件需求。
礦山設備:用于壓風、排水、軸放用直縫焊接方管,適應惡劣工況。
橋梁工程:
梁式橋:鋼板梁、箱形梁的翼緣和腹板。
拱橋:拱肋、橫撐等主要受力構件。
斜拉橋:橋塔鋼結構部分,減重30%-50%,適合軟土地基和地震多發區。
能源與交通:
油氣輸送:符合API 5L標準,需進行HIC氫致開裂試驗(CLR≤15%,CTR≤5%)。
海洋平臺:增加3.5%NaCl溶液應力腐蝕試驗,適應海洋環境。
車輛制造:自卸車大梁、混凝土泵車臂架等,提升設備工作能力和可靠性。
四、規格與定制:全尺寸覆蓋與柔性生產
Q355B矩形管規格多樣,支持個性化定制:
常見規格:
邊長范圍:16mm-600mm(方形)、10×20mm-600×800mm(矩形)。
壁厚范圍:0.6mm-28mm(焊接管)、0.6mm-35mm(無縫管)。
長度范圍:6米或12米定尺,支持非標長度定制。
定制服務:
異型截面:可開P型、D型、橢圓等各種形狀模具,滿足特殊設計需求。
表面處理:提供熱鍍鋅、噴漆、噴塑等防腐處理,延長使用壽命。
精密加工:支持冷軋成型工藝,外徑公差控制在±0.3mm,適用于液壓缸筒等精密部件。


五、質量控制:全流程檢測與標準遵循
Q355B矩形管的質量控制貫穿生產全流程:
原材料驗收:
核查質量證明書,核對標準號、牌號、規格與實物一致性。
檢測化學成分(C、S、P含量及合金元素)、力學性能(屈服強度、抗拉強度、延伸率)、沖擊功(20℃≥34J)及表面質量(無裂紋、折疊、結疤等缺陷)。
生產過程檢測:
無損檢測:采用在線超聲波探傷(5MHz探頭,靈敏度至Φ2.4mm平底孔缺陷)和離線渦流檢測(GB/T 7735-2016標準,缺陷檢出率≥99.5%)。
尺寸檢測:壁厚正負公差±10%、橢圓度≤1%、彎曲度≤1.5mm/m,專用測厚儀每30分鐘自動掃描全管體。
力學性能檢測:按GB/T 228.1標準執行,每批次抽取3%樣品進行-20℃夏比沖擊試驗(吸收能量≥34J)。
成品驗收:
水壓試驗(壓力≥1.5倍設計壓力,保壓時間≥5秒)確保密封性。
酸洗處理去除氧化皮,提升表面質量。
終檢查核對包裝標識(材質、規格、批次號等),確保可追溯性。
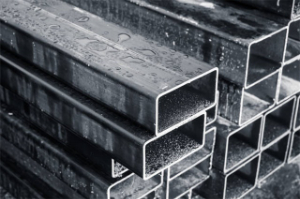
 直縫焊管
直縫焊管 鍍鋅焊管
鍍鋅焊管 Q345B方矩管
Q345B方矩管